Welding Procedures / Qualifications
 We also provide an array of welder and welding services to the construction industry. We can perform tensile testing in our Harvey, LA. facility to ensure materials meet code specifications. We are able to fully determine how materials will react under stress conditions.
We also provide an array of welder and welding services to the construction industry. We can perform tensile testing in our Harvey, LA. facility to ensure materials meet code specifications. We are able to fully determine how materials will react under stress conditions.
Southern Inspection has a certified staff capable of drafting your required welding procedures and issuing welder qualifications if required. For more information about our welding services, call (504) 347-1752.
Bends
Bend Testing
Many welding codes require bend tests as part of the testing required to qualify welders and welding procedures specifications (WPSs). The concept of a bend test for welds is simple: two plates are welded together and a flat strap of metal is cut from the welded plates. Next, the flat strap of a prescribed size is bent into a U-shape, stretching the material on the outer surface of the “U,” while compressing the material on the inside surface. The purpose is to make certain the weld and the base metal are properly fused, and that the weld metal and the heat affected zone (HAZ) have appropriate mechanical properties (Figure 1).
 Figure 1: In a bend test, a flat strap of metal is bent into a U-shape,stretching the material on the outer surface of the “U,” while compressing the material on the inside surface.
Figure 1: In a bend test, a flat strap of metal is bent into a U-shape,stretching the material on the outer surface of the “U,” while compressing the material on the inside surface.
Although bend tests appear to be simple, any number of things can cause good welding procedure specifications or good welders to fail. The person responsible for accepting or rejecting test results must understand those factors, and know how to correct for any that are causing inappropriate failure.
Bend specimens have been called “a poor man’s tensile test.” Although it will not show the quantitative values associated with a tensile test, a bend test will demonstrate both the quality of the weld and its overall ductility. Usually, bend tests are designed so that the outer surface of the specimen is stretched to a ductility level that approximates the minimum percent elongation required in a tensile test. When defects exist in materials strained to these limits, the material tears locally. When tearing exceeds a specific limit, the specimen fails.
Tensile Testing
 Tensile testing, also known as tension testing, is a fundamental materials science test in which a sample is subjected to a controlled tension until failure. The results from the test are commonly used to select a material for an application, for quality control, and to predict how a material will react under other types of forces. Properties that are directly measured via a tensile test are ultimate tensile strength, maximum elongation and reduction in area.
Tensile testing, also known as tension testing, is a fundamental materials science test in which a sample is subjected to a controlled tension until failure. The results from the test are commonly used to select a material for an application, for quality control, and to predict how a material will react under other types of forces. Properties that are directly measured via a tensile test are ultimate tensile strength, maximum elongation and reduction in area.
Tensile Specimen
Tensile specimens made from an aluminum alloy. The left two specimens have a round cross-section and threaded shoulders. The right two are flat specimen designed to be used with serrated grips.
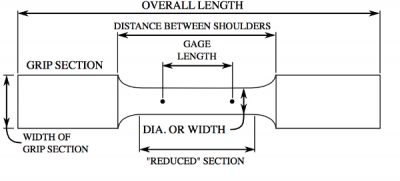
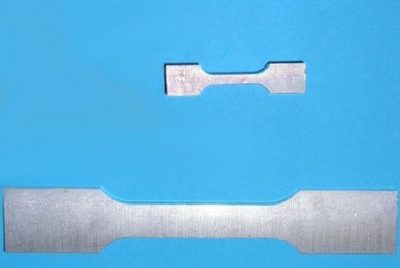 A tensile specimen is a standardized sample cross-section. It has two shoulders and a gauge (section) in between. The shoulders are large so they can be readily gripped, whereas the gauge section has a smaller cross-section so that the deformation and failure can occur in this area.
A tensile specimen is a standardized sample cross-section. It has two shoulders and a gauge (section) in between. The shoulders are large so they can be readily gripped, whereas the gauge section has a smaller cross-section so that the deformation and failure can occur in this area.
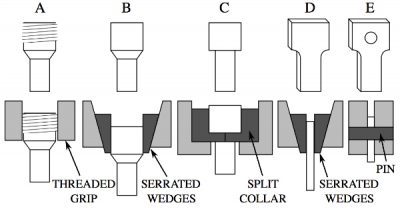
The shoulders of the test specimen can be manufactured in various ways to mate to various grips in the testing machine (see the image below). Each system has advantages and disadvantages; for example, shoulders designed for serrated grips are easy and cheap to manufacture, but the alignment of the specimen is dependent on the skill of the technician. On the other hand, a pinned grip assures good alignment. Threaded shoulders and grips also assure good alignment, but the technician must know to thread each shoulder into the grip at least one diameter’s length, otherwise the threads can strip before the specimen fractures.
In large castings and forgings it is common to add extra material, which is designed to be removed from the casting so that test specimens can be made from it. These specimens may not be exact representation of the whole workpiece because the grain structure may be different throughout. In smaller workpieces or when critical parts of the casting must be tested, a workpiece may be sacrificed to make the test specimens. For workpieces that are machined from bar stock, the test specimen can be made from the same piece as the bar stock.
Tube Sheet Mock Ups
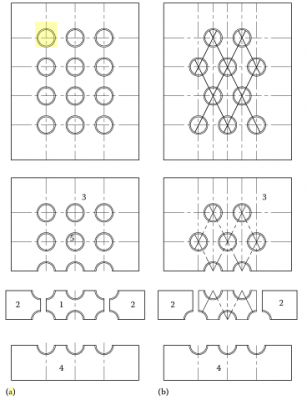
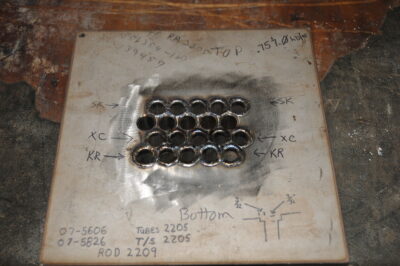 Tube Sheet Mock-Ups Test – Before undertaking the actual tube expansion work, a mock-up model shown below is made up using the same material and design that is proposed for the full-size heat exchanger and tested for the reliability of the tube-to-tubesheet joints. The test specimens are full-size tube and a test block that models the tubesheets. Process parameters were established by mock-up trials. The joining process was qualified by dye penetrant test, helium or pnuematic leak test, pull out test, and microetching tests of the welds to ascertain minimum leak path. The test measure tube-to-tubesheet strength that is pullout or pushout (shear load) strength and leak tightness, and anchorage for grooved tubesheets. Pullout strength is the axial force required to break the “bond” between the tube and the tubesheet. The shear load tests subjects the specimens to axial loads until either the tube or the tubesheet joint fails.
Tube Sheet Mock-Ups Test – Before undertaking the actual tube expansion work, a mock-up model shown below is made up using the same material and design that is proposed for the full-size heat exchanger and tested for the reliability of the tube-to-tubesheet joints. The test specimens are full-size tube and a test block that models the tubesheets. Process parameters were established by mock-up trials. The joining process was qualified by dye penetrant test, helium or pnuematic leak test, pull out test, and microetching tests of the welds to ascertain minimum leak path. The test measure tube-to-tubesheet strength that is pullout or pushout (shear load) strength and leak tightness, and anchorage for grooved tubesheets. Pullout strength is the axial force required to break the “bond” between the tube and the tubesheet. The shear load tests subjects the specimens to axial loads until either the tube or the tubesheet joint fails.
Welding Procedures
 A Welding Procedure Specification (WPS) is a formal written document describing welding procedures, which provides direction to the welder or welding operators for making sound and quality production welds as per the code requirements. The purpose of the document is to guide welders to the accepted procedures so that repeatable and trusted welding techniques are used. A WPS is developed for each material alloy and for each welding type used. Specific codes and/or engineering societies are often the driving force behind the development of a company’s WPS. A WPS is supported by a Procedure Qualification Record (PQR or WPQR). A PQR is a record of a test weld performed and tested (more rigorously) to ensure that the procedure will produce a good weld. Individual welders are certified with a qualification test documented in a Welder Qualification Test Record (WQTR) that shows they have the understanding and demonstrated ability to work within the specified WPS.
A Welding Procedure Specification (WPS) is a formal written document describing welding procedures, which provides direction to the welder or welding operators for making sound and quality production welds as per the code requirements. The purpose of the document is to guide welders to the accepted procedures so that repeatable and trusted welding techniques are used. A WPS is developed for each material alloy and for each welding type used. Specific codes and/or engineering societies are often the driving force behind the development of a company’s WPS. A WPS is supported by a Procedure Qualification Record (PQR or WPQR). A PQR is a record of a test weld performed and tested (more rigorously) to ensure that the procedure will produce a good weld. Individual welders are certified with a qualification test documented in a Welder Qualification Test Record (WQTR) that shows they have the understanding and demonstrated ability to work within the specified WPS.
The following are definitions for WPS and PQR found in various codes and standards:
According to the American Welding Society (AWS), a WPS provides in detail the required welding variables for specific application to assure repeatability by properly trained welders. The AWS defines welding PQR as a record of welding variables used to produce an acceptable test weldment and the results of tests conducted on the weldment to qualify a Welding Procedure Specification. For steel construction (civil engineering structures) AWS D1.1 is a widely used standard. It specifies either a pre-qualification option (chapter 3) or a qualification option (chapter 4) for approval of welding processes.
The American Society of Mechanical Engineers (ASME) similarly defines a WPS as a written document that provides direction to the welder or welding operator for making production welds in accordance with Code requirements.[2] ASME also defines welding PQR as a record of variables recorded during the welding of the test coupon. The record also contains the test results of the tested specimens.
WPS is of two types- Prequalified WPS(pWPS) & qualified WPS.
Call us today to see how we can help with the Welding Procedures for your company.